
-

Redukcia nb oceľových prasklín a opatrení na prevenciu
Priečné praskliny ovplyvnia rýchlosť hotového produktu hneď po valcovaní. Zvýšte čas vyčistenia sochorov, obe veľké škody. Teplota dosky je krehká zóna 700-900 ℃. Dôvod, prečo sú spodné povrchové praskliny 1050-1100 ℃, priečne praskliny na povrchu dôvodu je povrch sochoru podľa ...Prečítajte si viac -

Metóda merania presnej trubice
Podľa technologických požiadaviek rôznych výrobcov, systémy merania presných trubíc s rôznymi metódami merania dĺžky. Existujú nasledujúce: 1, meranie dĺžky mriežky Základným princípom je: Vonkajšie konce presných skúmaviek sú k dispozícii dva fi ...Prečítajte si viac -

Aplikácia ERW olejového puzdra a analýza trhu
V oblasti ropného vŕtania a olejovej studne je vysokofrekvenčné zvárané puzdro s elektrickým odporom (označované ako obal ERW) v porovnaní s bezproblémovým obalom, vysoká dimenzionálna presnosť, zváracia húževnatosť, anti-extrúzia vysokoúčinných a nízkonákladových výhod, ktoré sa široko používajú pri cudzích CO ...Prečítajte si viac -

Výrobný proces s oceľovým potrubím s veľkým priemerom
Výrobný proces výroby oceľových rúrok s veľkým priemerom LSAW sa vysvetľuje hlavne: 1. Ponuka: Používa sa na výrobu ponorených oblúkových oceľových potrubných spojov s veľkým priemerom hneď po vstupe do výrobnej linky, prvého celého ultrazvukového testovania; 2. Frézovanie: frézovací stroj cez obojstranné EDG ...Prečítajte si viac -

Defekty zahrievania trubice a jej prevencia
Horúce plynulé oceľové potrubie z trubice do produktu zvyčajne vyžaduje dve zahrievanie, ktoré perforovanú trubicu pred a po zahrievaní a valivom slepom rúrkovom priemere pri danom predhrievaní; Produkcia za studena (ťah), keď potrubie vyžaduje použitie stredného žíhania na odstránenie ...Prečítajte si viac -
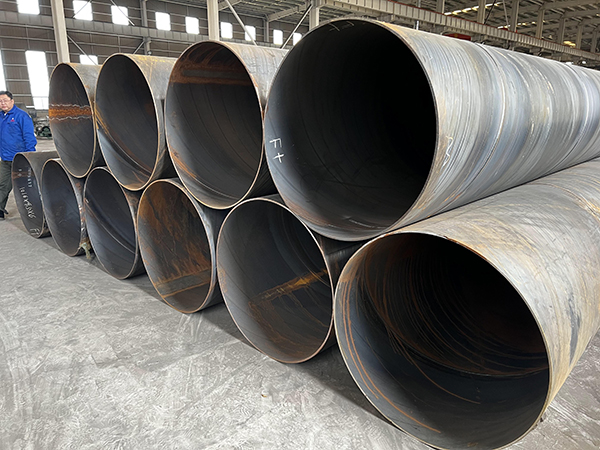
Špirála zvaru
Švíľový zvar má nasledujúcich niekoľko typov: 1. Koncový zvar špirál: oceľová hlava, ktorá špirála zvaru na oceľovej alebo oceľovej zvarovej hlave a chvoste; 2. Dva špirálové zadky zvar: špirálové rezanie je prepojenie ich dokopy, aby vytvorili prstencový zvar; 3. Špirálové zváranie: To sa aplikuje pred konečným zváraním. ...Prečítajte si viac -

Výroba kresby za studena Ropa na krakovanie ropy
Výroba kreslenia za studena kĺzanie ropnej trubice môže byť valcovaná na chlad za studena, za studena, výrobu za studena. Pomocou procesu kreslenia, jednoduchého vybavenia, nízkych investícií, ľahkej prevádzky a údržby atď. Nevýhodou je však stredný krok mnohých, rezivo. Použitie procesu za studena Equ ...Prečítajte si viac -

Príčina zvarov v trachóme
Špirálové potrubie (oceľové potrubie SSAW): Trplou pomocou pripevňovacieho stroja, sklopný špirálový smer a potom obojstranné ponorené oblúkové zváranie sa vyrába cez kondenzátor. Proces výroby potrubí špirálovej ocele, ktorý je náchylný k úniku v mnohých prípadoch, ako je zváranie a nesprávna strana. Avšak v týchto CAS ...Prečítajte si viac -

Výhody pozinkovaných potrubí
Výhody pozinkovaných potrubí sú nasledujúce nižšie: Po prvé, galvanizované potrubie po tom, čo sa dá chrániť horúcim galvanizovaným povrchom, je možné chrániť a vo vnútri dutiny potrubia alebo akéhokoľvek iného povlaku je ťažké vstúpiť, prehlbovať sa zinok môže ľahko zakryť na vrchol, vyrábať celé galvanizované potrubie môže ...Prečítajte si viac