
-

NB鋼の表面亀裂と予防措置の削減
横亀裂は、ローリング直後に完成品レートに影響します。ビレットのクリーンアップ時間を増やします。どちらも大きな害を及ぼします。スラブ温度は700-900の脆性ゾーンです。下面の亀裂が1050-1100である理由は、理由の表面の横亀裂がビレットの表面である...続きを読む -

精密チューブ長測定方法
さまざまなメーカーの技術的要件によると、さまざまな長さの測定方法を備えた精密チューブの長さ測定システムです。次のことがあります。1、グレーティング長の測定基本原理は次のとおりです。精密チューブの外側の端に2つのfi ...続きを読む -

ERWオイルケーシングアプリケーションと市場分析
オイル掘削とオイルウェルの分野では、シームレスなケーシングと比較して高周波電気抵抗溶接ケーシング(ERWケーシングと呼ばれる)では、高次元精度、溶接靭性、高性能のアンチエクスポリュージング、および低コストの利点があります。続きを読む -

大口径LSAWスチールパイプ生産プロセス
大径LSAW鋼管生産プロセスは主に説明しました。1。プレートプローブ:最初のフルボード超音波検査である生産ラインに入った直後に、大量の水没アーク溶接鋼パイプジョイントを製造するために使用されます。 2。ミリング:両面EDGを通る製粉機...続きを読む -

チューブビレット加熱の欠陥とその予防
チューブから製品へのホットロールされたシームレススチールパイプには、通常、2つの加熱が必要です。これは、加熱前後のチューブを加熱して、特定の予熱で空白のパイプの直径を回転させた後です。パイプがエリミンに中間アニーリングを使用する必要がある場合、コールドロール(プル)の生産...続きを読む -
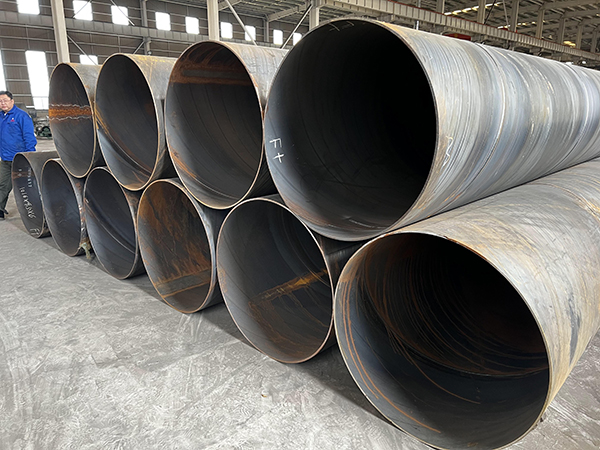
スパイラル溶接縫い目
スパイラル溶接縫い目には、次のいくつかのタイプがあります。1。スパイラルストリップ端溶接:スチールヘッドスチールヘッドスチールヘッドまたはスチール溶接ヘッドとテール。 2。2つのスパイラルバット溶接:スパイラルカットは、2つをリンクして環状溶接を形成することです。 3。スパイラルタック溶接:それは最終溶接前に適用されます。 ...続きを読む -

コールドドローイング石油クラッキングチューブの生産
コールドドローイング石油クラッキングチューブの生産は、コールドロール、コールドドロー、コールドドラウンド、コールドミックスの生産を可能にします。描画プロセス、シンプルな機器、低投資、簡単な操作とメンテナンスなどを使用します。しかし、欠点は多くの木材の途中のステップです。コールドプロセスEquを使用...続きを読む -

トラコーマの溶接の原因
スパイラルパイプ(SSAWスチールパイプ):ロール形成マシン、折りたたみ式スパイラル方向、および両面の水没アーク溶接により、コンデンサを介して両側に水没したアーク溶接を使用します。スパイラル溶接鋼管の生産プロセスは、溶接や間違った側など、多くの場合に漏れを起こしやすい。しかし、これらのCAでは...続きを読む -

亜鉛メッキパイプの利点
亜鉛メッキパイプの利点は以下に次のとおりです。まず、熱いディップ亜鉛めっき表面になった後の亜鉛メッキパイプを保護し、パイプの空洞またはその他のコーティングの内側に入るのが困難であり、亜鉛を上部に簡単に覆うことができます。続きを読む