
-

Az NB acélfelület repedéseinek és megelőzési intézkedéseinek csökkentése
A keresztirányú repedések közvetlenül a gördítés után befolyásolják a késztermék sebességét. Növelje a billet tisztítási időt, mindkettő nagy károkat. A lemez hőmérséklete törékeny zóna, 700-900 ℃. Az alsó felületi repedések az 1050-1100 ℃, az ok felületén a keresztirányú repedések az, hogy ...További információ -

Precíziós csőhossz mérési módszer
A különféle gyártók technológiai követelményei szerint a precíziós csövek hosszának mérési rendszerei különféle hosszúságmérési módszerekkel. A következők vannak: 1, a rácshossz mérése Az alapelv: a precíziós csövek külső végeit két fi ...További információ -

ERW olajház alkalmazás és piaci elemzés
Az olajfúrás és az olajkút területén a magas frekvenciájú elektromos ellenállás hegesztett burkolat (ERW burkolatnak nevezzük), összehasonlítva a zökkenőmentes burkolathoz, a nagy dimenziós pontosság, a hegesztési szilárdság, a nagyteljesítmény elleni küzdelem és az olcsó előnyök, amelyeket széles körben használnak az idegen CO-ban ...További információ -

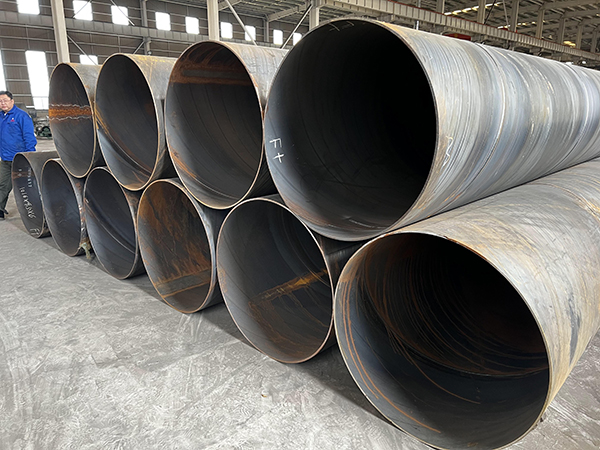
Nagy átmérőjű LSAW acélcső előállítási folyamat
Nagy átmérőjű LSAW acélcső előállítási folyamatának elsősorban magyarázata: 1. Lemez szonda: A nagy átmérőjű íves hegesztett acélcsövek előállításához használják, miután belépett a gyártósorba, az első teljes fedélzeti ultrahangos teszteléshez; 2. MALÁS: Millálógép a kétoldalas EDG-n keresztül ...További információ -

Cső tuskás fűtési hibák és annak megelőzése
A meleg hengerelt, zökkenőmentes acélcsövek a csőből a termékbe általában két fűtést igényelnek, amelyek perforált csövet a melegítés előtt és után az üres cső átmérője egy adott előmelegítésnél; Hidegen hengerelt (húzás) előállítása, ha a csőnek közbenső lágyítás szükséges az eliminhez ...További információ -
Spirális hegesztési varrás
A spirális hegesztési varrásnak a következő több típusa van: 1. spirálcsík vége hegesztés: acélfej, amely spirális hegesztést acél vagy acél hegesztési fején és farkán; 2. két spirális fenekű hegesztés: a spirálvágás az, hogy összekapcsolják a kettőt, hogy gyűrűs hegesztést képezzenek; 3. spirális tapadás hegesztés: Ezt a végső hegesztés előtt alkalmazzák. ...További információ -

Hideg rajzoló kőolaj -repedőcső előállítása
A hideg rajzoló kőolaj-repedőcső előállítása hidegen hengerelt, hideg, hidegen rajzolt, hidegkeverék termelés lehet. Rajzelési folyamat, egyszerű berendezés, alacsony beruházás, könnyű üzemeltetési és karbantartás és így tovább használata. De a hátrány a sok fűrészáru középső lépése. Hideg folyamat használata Equ ...További információ -

A trachomában lévő hegesztések oka
Spirálcső (SSAW acélcső): Csíkkal tekercs formálógéppel, összecsukható spirálirányú, majd kétoldalas merülő ívhegesztést egy kondenzátoron keresztül végeznek. A spirális hegesztett acélcsövek gyártási folyamata, sok esetben hajlamos a szivárgásra, például a hegesztés és a rossz oldal. Ezekben a CAS -ban azonban ...További információ -

A horganyzott csövek előnyei
A horganyzott csövek előnyei az alábbiakban követik: Először is, a horganyzott cső, miután forró dip -horganyzott felület volt, meg lehet védeni, és a cső üregében vagy bármilyen más bevonásban a sarok nehéz beírni, elmélyítheti a cink könnyen lefedhet, egész horganyzott csőből készíthet ...További információ